
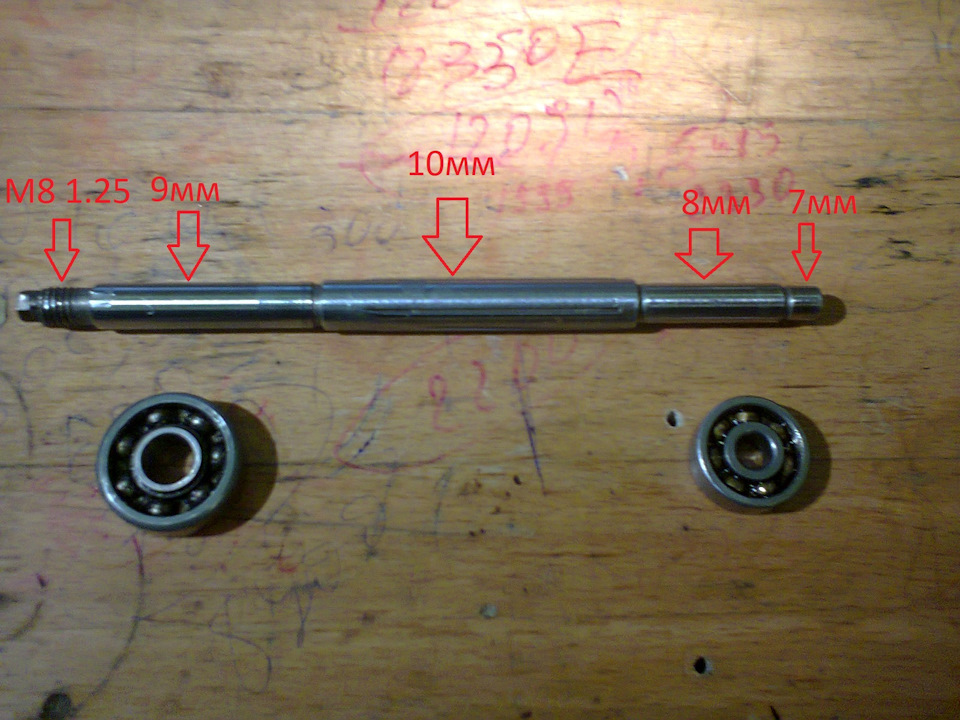
Хочу сделать токарный станочек по дереву но не знаю как лучше закрепить шкив на валу.
И из чего лучше сделать из текстолита, оргстекла, фанеры, алюминия?
Комментарии 43

посадка всё равно должна быть…изучайте "детали машин"

Спрашивал как шкив крепится — с торца вкручен большой винт. Вероятно там и шпонка стоит. А станок сделан из двух швеллеров на болтах, длина больше метра. Папашка делал. ))) ноги — от школьной парты.


Обычно шпоночный паз делают.шпонка сталь
Всем Большое спасибо за советы!

Или резать резьбу и зажимать или плотная посадка нагорячую.

У меня просто гайкой прижимается, без шпонок и накаток. www.drive2.ru/c/2872900/

я бы приварил или

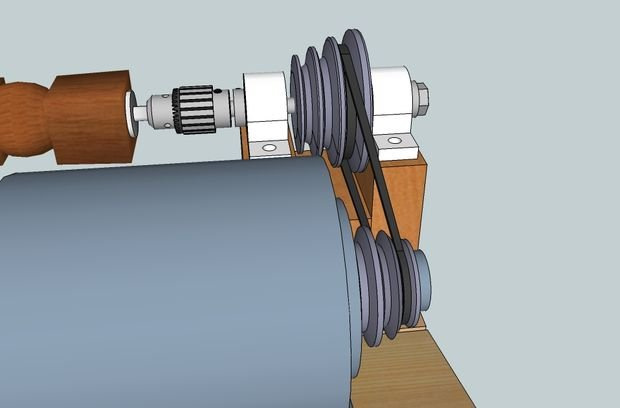
К созданию станка нужно подойти комплексно. Эскиз .Двигатель-обороты, шкив ведущий, шкив ведомый, корпуса подшипников с подшипниками.Блин столько написали пипец!)).Подойди к токарю какому -нибудь, нарисует и сделает что тебе нужно.

Есть готовые опоры с опорными подшипниками podolsk-privod.ru/catalog…rpusnye-tipa-ucp-na-lapah
И готово
А шкив лучше конус или пробить шпонпаз
Проще всего в глубине канавки отверстие с резьбой и стопорный винт глубинный. И, как показывает практика, много шкивов — излишние понты
www.drive2.ru/b/2763486/


Проще всего подобрать шайбу с отверстием равным диаметру вала. Конечно, это почти нереально, поэтому отверстие может быть меньше и его нужно будет аккуратно увеличить круглым напильником или надфилем. Плотная посадка исключит перекос шайбы относительно вала. Потом эту шайбу надо прихватить к валу сваркой. Если своей сварки нет, можно обратиться в автосервис, к строителям, к сантехникам и т. д.
А к приваренной шайбе можно прикрепить любой шкив винтами или заклёпками.
Любые посадки на шлицы, конус и т.д. хороши только при отличной обработке сопрягаемых поверхностей, а таких возможностей, как я понимаю, нет.
Но я бы пошёл своим путём — у меня дома, на 11 этаже стоят два токарных станка.
Шпоночные соединения применяют для передачи крутящего момента в соединениях валов с зубчатыми колесами, шкивами, муфтами. Шпоночные соединения реализуются призматическими, клиновыми и сегментальными шпонками. Точность сборки шпоночных соединений задается допусками на сопряжения. Размеры шпонок выполняются по переходным посадкам с пазами валов и с зазором с пазами втулок зубчатых колес, шкивов и муфт.
Между верхней плоскостью шпонки и поверхностью шпоночного паза втулки должен быть предусмотрен зазор.
Правильная сборка соединений со шпонками гарантирует требуемую работоспособность и надежность узла. Важно при выполнении сборки обеспечить установленные зазоры между валом и втулкой со шпонкой.
Увеличенные зазоры являются причиной деформации и разрушения шпоночного соединения. При наличии перекоса осей пазов под шпонку при сборке соединения могут деформироваться стенки паза и образоваться перекос, охватывающий детали на валу.
Для обеспечения требуемой посадки в условиях единичного и мелкосерийного произ-водства призматические и сегментальные шпонки могут пригоняться пришабриванием или шлифованием.
Перед сборкой детали очищают и проверяют посадочные размеры, наличие на сопрягаемых поверхностях забоин, заусенцев и других дефектов. Измерение глубины пазов, высоты и правильности установки шпонок проводится с использованием щупов, шаблонов, индикаторов перемещения часового типа и специальных подставок.
Посадку шпонки в паз вала проводят лёгкими ударами медного молотка (или молотка из мягкого металла), под прессом или с помощью струбцин. Перекос шпонки и врезание в тело паза не допускаются. Отсутствие бокового зазора между шпонкой и пазом проверяют щупом, затем насаживают охватывающую деталь (колесо, шкив) и проверяют наличие радиального зазора.
Последовательность сборки узлов со шпонками определяется их конструкцией. Для призматических шпонок процесс сборки содержит следующие действия:
— установить шпонку в шпоночный паз детали.
— проверить неподвижность посадки шпонки на валу.
— проверить посадку шпонки по пазу втулки и наличие зазора между верхней
плоскостью шпонки и дном паза втулки.
Для призматических открытых шпонок при сборке необходимо выполнить следующие действия:
— установить шпонку в шпоночное отверстие втулки.
— запрессовать шпонку в шпоночный паз втулки до упора.
— проверить посадку шпонки в пазу вала при помощи специальной оправки и краски.
— собрать узел, установив вместо специальной оправки рабочую деталь.
При сборке соединений с сегментальными шпонками необходимо выполнить следующие действия:
— установить в шпоночный паз вала шпонку.
— проверить посадку шпонки в пазу вала при помощи специального кольца с применением краски.
— собрать узел, установив вместо специального кольца сопрягаемую деталь.
При сборке клиновых шпонок необходимо следить за тем, чтобы шпонка плотно прилегала к дну паза вала и втулки и имела зазоры по своим боковым стенкам. Верхняя грань клиновых шпонок должна быть выполнена с уклоном по длине 1:100. Уклоны на рабочей поверхности шпонки и в пазе втулки должны совпадать, иначе деталь будет сидеть на валу с перекосом. Точность посадки шпонки проверяется щупом с обеих сторон втулки. При сборке пазы вала или поверхности шпонки припиливают или пришабривают для исключения перекоса и смещения. В собранном соединении головка клиновой шпонки не должна доходить до торца ступицы на величину, равную высоте шпонки
(рис. 1.3). Во избежание выпадения клиновых и тангециальных шпонок (при их ослаблении) у головок устанавливают упоры на винтах.
Шпонки размером сечения более 28×16 мм необходимо проверять на краску по посадочным местам до получения пяти и более отпечатков на квадратный сантиметр поверхности. Перед установкой шпонки необходимо зачистить и смазать маслом шпонку и шпоночную канавку. Не допускается во всех видах шпоночных соединений устанавливать какие-либо подкладки для достижения плотной посадки шпонок.
Сегментные шпонки в меньшей мере подвержены перекосу и не требуют ручной пригонки (так как шпоночный паз получают фрезой, соответствующей размеру шпонки); паз под сегментную шпонку более глубокий, что ослабляет сечение вала.
В собранном соединении между верхней гранью призматической шпонки и основанием паза ступицы (рис. 1.6) радиальный зазор должен соответствовать приведенным в таблице 1.1данным. В соединениях с клиновой шпонкой (рис. 1.7) боковой зазор между пазом и шпонкой не должен превышать величин, указанных в таблице 1.2.

Рисунок 1.6 — Зазор при установке призматических шпонок
Таблица 1.1 — Значения радиального зазора для призматических шпонок в зависимости от диаметра вала
| Диаметр вала, мм | Радиальный зазор, мм |
| от 25 до 90 | 0,3 |
| от 90 до 170 | 0,4 |
| свыше 170 | 0,5 |

Рисунок 1.7 — Зазоры при установке клиновых шпонок
Таблица 1.2 — Значения бокового зазора для клиновых шпонок в зависимости от размера шпонок
| Нормальные размеры шпонок, мм | Боковой зазор, мм |
| b = 12…18; h = 5…11 | 0,35 |
| b = 20…28; h = 8…16 | 0,4 |
| b = 32…50; h = 11…28 | 0,5 |
| b = 60…100; h = 32…50 | 0,6 |
Направляющие призматические шпонки устанавливают с дополнительным креплением в пазу винтами, в пазу перемещаемых деталей делают более свободную посадку.
необходимо сначала установить шкив а потом забить шпонку в паз га вале?
или установить шкив на вал с уже установленной шпонкой, а после установки шкива подбить шпонку так чтобы получилось жесткое зацепление?
шпонка такая же только металлическая и прямоугольная, а не закругленная

Увы, комментариев пока нет. Станьте первым!