Ремонт гильзы цилиндров двигателей 3M3-53 и ЗИЛ-130
На рис. 19 показаны гильзы цилиндров двигателей ЗИЛ-130 и 3M3-53 с указанием основных размеров. Гильзы цилиндров обоих двигателей мокрые, т. е. в процессе работы омываются охлаждающей жидкостью. Они отлиты из серого чугуна СЧ 18-36 и имеют в верхней части запрессованные вставки из легированного аустенитного чугуна. В процессе работы двигателей в гильзах цилиндров возникают следующие повреждения и износы поверхностей:
трещины, обломы или пробоины на гильзе; коррозийное повреждение и деформация посадочных поверхностей гильзы в отверстия блока цилиндров; износы поверхности зеркала гильзы.
При наличии трещин или обломов, обнаруживаемых визуально, гильзы выбраковывают. Если при осмотре гильзы трещины и обломы не обнаружены, то гильзу подвергают гидравлическому испытанию. Для этого гильзу на установке для гидравлического испытания, заполняют водой, после чего давление воды в полости гильзы поднимают до 4 кГ/см2 и выдерживают в течение 1—2 мин. На наружной поверхности гильзы не должно быть следов подтекания воды или запотевания.
При значительном коррозийном износе наружных посадочных поверхностей или деформации этих поверхностей, когда их размеры выходят за пределы допускаемых (табл. 9), эти поверхности подлежат восстановлению до номинальных или ремонтных размеров, приведенных в той же таблице. Для восстановления посадочных поверхностей их предварительно шлифуют, затем наносят электролитическим путем слой железа, после чего окончательно шлифуют посадочные пояски под номинальные или ремонтные размеры.

Предварительное шлифование посадочных поясков рекомендуется проводить на оправке, изображенной на рис. 20. Гильзы на оправке зажимают при помощи жидкой пластмассы, что
обеспечивает точность центрирования в пределах 0,01 мм. Оправку на определенный размер настраивают при помощи установочного кольца 1. Для настройки кольцо надевают на упругую втулку оправки и гайкой 2 сжимают пластмассу, при этом посадочная поверхность втулки в ее тонком месте деформируется, диаметр увеличивается и плотно охватывает установочное кольцо изнутри с усилием, достаточным для предотвращения
шлифуемой гильзы от проворачивания, но не вызывающим деформации гильзы. Положение гайки при необходимом усилии зажатия фиксируется ограничительными винтами 3, которые не позволяют при установке шлифуемой гильзы разжать упругую втулку более допускаемого и вызвать деформацию гильзы.
Посадочные диаметры поясков гильзы при предварительном шлифовании должны выдерживаться в пределах: для двигателей 3M3-53 — нижний поясок 95,85—95,80 мм; для двигателей ЗИЛ-130 — нижний поясок 121,85—121,80 мм, верхний поясок 124,85—124,80 мм. Чистота шлифованной поверхности должна быть не ниже ▼7. Отклонение от цилиндричности должно быть в пределах допуска на шлифование.
Перед нанесением электролитического покрытия гильзы, ее очищают от грязи и масла (кипятят в 10-процентном растворе каустической соды в течение 10—20 мин), защищают посадочные пояски наждачной бумагой и монтируют на подвесное приспособление.
Изоляционный слой наносят путем трехкратного погружения гильз с промежуточной сушкой каждого слоя. Изоляцию сушат на воздухе в течение двух часов: 1 слой—30 мин, 2 слой—30 мин и 3 слой — 60 мин. Изоляцию изготовляют из отходов кинопленки. Для этого кинопленку обрабатывают 5-процентным раствором едкого натрия при температуре 20—30°С и затем тщательно промывают в проточной воде. Промытую пленку растворяют в ацетоне до получения сиропообразной массы.
К полученной массе добавляют двойное—тройное количество нитрокраски.
С поверхностей, подлежащих осталиванию, нанесенный слой изоляции легко снимается ножом при неполном ее высыхании через 20—30 мин сушки после нанесения третьего слоя.
После снятия изоляционного слоя эти места обезжиривают венской известью, промывают в проточной воде, добиваясь полной смачиваемости поверхности. Затем производят анодное травление. Для этого завешивают гильзу в качестве анода б ванну, содержащую 30-процентный раствор серной кислоты и 20—30 г/л сернокислого железа. В этой ванне выдерживают деталь в течение 2—5 мин при плотности тока 10—40 а/дм2 и напряжении 12 в. Правильно обработанная на аноде поверхность, подлежащая осталиванию, должна иметь характерный матовый, тускло-серебристый цвет. Наличие пленок либо пятен и следов травильного шлама не допускается. После травления гильзу промывают в проточной воде до полного удаления остатков кислоты.
Подготовленную гильзу завешивают в ванну для осталива-ния, куда опускают катодную штангу и включают ток.
Состав ванны; хлористое железо 200 — 220 г/л, хлористый натрий 80—120 г/л и соляная кислота 0,6—0,8 г/л. Температура ванны 60—80°С, плотность тока 20 — 25 а/дмг, напряжение 12 в. Время выдержки зависит от толщины наращиваемого слоя. При указанных условиях осталивания для увеличения диаметра на каждые 0,2 мм требуется 25 мин. Если гильзу восстанавливают до номинального размера, время выдержки в электролите равняется одному часу. При восстановлении гильзы до ремонтного размера время выдержки в электролите увеличивается до 1 ч 30 мин.
После осталивания выключают ток, гильзы вынимают из ванны с подвеской, промывают в горячей воде, нейтрализуют в 10-процентном растворе каустической соды, снова промывают в горячей воде, просушивают сжатым воздухом и демонтируют с подвески. Затем удаляют изоляционный слой путем погружения гильзы в ацетон. И, наконец, гильзу снова промывают в горячей воде и просушивают сжатым воздухом.
Окончательное шлифование посадочных поясков гильзы с нанесенным слоем железа производят на той же оправке (рис. 20) на круглошлифовальном станке типа ЗА15 шлифовальным кругом ЭК16-25 СМ-1, СМ-2 (ГОСТ 3647—59). Размеры посадочных поясков номинального или ремонтного должны быть выдержаны в пределах допусков (см. табл. 8). Чистота поверхности должна быть не ниже ▼7. Отклонение от цилиндрично-сти должно быть в пределах допуска на размер. Отложения железа на острых кромках гильзы зачищают и закругляют радиусом не менее 0,2 мм.
Изношенные поверхности зеркала гильз растачивают и хонингуют под ремонтные размеры, приведенные в табл. 10.
Номинальные и ремонтные размеры гильз (по зеркалу), мм
размеров
ЗМЗ-53
ЗИЛ-130
размера
группы
Размеры отверстий
группы
Размеры отверстий
Номинальный
92,012—92,000
100,06—100,05
92,024—92,012
100,05—100,04
92,036—92,024
100,04-100,03
92,048—92,036
100,03—100,02
92,060—92,048
10Э, 02—100,01
100,01—100,00
1 -й ремонтный . .
92,512—92,500
100,56—100,55
92,524—92,512
100,55-100,54
92,536—92,524
100,54—100,53
92,548—92,536
100,53—100,52
92,560—92,548
100,52—100,51
100,51—100,50
93,012—93,000
101,06—101,05
93,024—93,012
101,05—101,04
93,036 -93,024
101,04—101,03
93,048—93,036
101,03—101,02
93,060—93,048
101,02—101,01
101,01—101,00
93,512—93,5С0
101,56—101,55
93,524—93,512
101,55-101,54
93,536—93,524
101,54—101,53
93,548—93,536
101,53—101,52
93,560—93,548
101,52—101,51
101,51—101,50
Растачивать рекомендуется на вертикально-расточном станке типа 2В697 резцами, оснащенными пластинками из твердого сплава ВК6, при подаче 0,08 мм/об и скорости резания 80— 100 мімин. Для устранения деформаций гильзы при ее установке рекомендуется применять приспособление, изображенное на рис. 21. Гильзы двигателей 3M3-53 по посадочному диаметру устанавливают в упругую втулку 1 и опорным торцом упирают на торец упругой втулки. Гильзу зажимают тремя выдвижными штырями 2, расположенными в подвижном стакане 3. Подвижной стакан шарнирно связан с тягами 4, последние же через пару рычагов и тяг, также шарнирно связанных с рычагами, получают движение от коромысла 5. Коромысло, шарнирно закрепленное на штоке гидравлического цилиндра, может перемещаться вверх и вниз на 5 мм. Упругая втулка с гидропластным поджимом не является зажимным устройством и служит только для центрирования гильзы. В случае износа посадочного диаметра упругой втулки выше допустимого гидропласт поджима-
ют плунжером 6 и винтом 7. При этом упругая втулка уменьшается в диаметре.
Допускаемая упругая деформация втулки до 0,25 мм позволяет до четырех раз компенсировать износ посадочного диаметра.

Рис. 21. Приспособление для установки гильзы цилиндров при растачивании и хонинговании
Выдвижные штыри 2 устанавливаются в рабочее положение при помощи трех копиров 8, жестко закрепленных на поворотном кольце 9. При освобождении гильзы пальцы убираются пружинами, установленными на них. Поворотом кольца 9 на 30° штыри убираются к наружной поверхности кольца и гильза свободно может быть вынута из приспособления или установлена в него. Приспособление базируется на столе станка при помощи двух шпонок, точно подогнанных к пазу стола станка. Для уменьшения износа пальцев от трения о копир в их торцы запрессованы шарики диаметром 5 мм, изготовленные из стали ШХ15. В качестве привода для перемещения рычагов исполь-зован гидравлический цилиндр, питающийся от пневмогидрав-лического усилителя.
Для расточки гильз двигателей ЗИЛ-ІЗО рекомендуется аналогичное приспособление, в котором предусмотрена не одна, а две упругие втулки, из которых одна центрирует гильзу по нижнему посадочному пояску, а вторая по верхнему.
После расточки отверстие гильзы подвергают двойному хонингованию — предварительному и окончательному. Хонинговать рекомендуется на станке для хонингования гильз типа ЗБ-833. Для установки гильзы при хонинговании используют то же приспособление, что и для расточки гильз.
Предварительно хонингуют гильзы брусками из синтетических алмазов АС012М1 при окружной скорости доводочной головки 70 — 85 м/мин и скорости возвратно-поступательного движения головки 14—18 м/мин. Окончательно хонингуют брусками из синтетических алмазов ACM40CI при тех же скоростях, что и черновые. Припуск на предварительное хонингование не должен превышать 0,08 мм, на окончательное — 0,04 мм. После хонингования чистота поверхности зеркала гильзы должна соответствовать V9—10. Гильзы, обработанные под ремонтные размеры, комплектуют с новыми поршнями, изготовленными по соответствующим ремонтным размерам. Для повышения точности сопряжения гильза — поршень и облегчения подбора поршней по гильзам гильзы предварительно сортируют на размерные группы. Номинальные и рекомендуемые ремонтные размеры с указанием размерных групп гильз и их обозначений (индексов) приведены в табл. 10.
Для подбора поршней по ремонтным размерам и для обеспечения оптимального зазора поршни также предварительно сортируют на то же количество групп и маркируют на них те же обозначения, что и на гильзах.
В отремонтированном двигателе все гильзы цилиндров по внутреннему диаметру должны иметь один и тот же ремонтный размер. На верхнем пояске гильзы необходимо маркировать увеличение диаметра, а при сортировке гильз индекс группы.
Отклонение от цилиндричности отверстия гильзы не должно превышать 0,01 мм, причем, при наличии конусообразности больший диаметр должен находиться внизу отверстия.
Посадочные поверхности гильзы в блок и зеркала должны быть концентричны между собой. Отклонение от соосности допускается не более 0,03 мм, а опорные торцы гильзы должны быть перпендикулярны зеркалу с точностью 0,05 мм.
Для проверки этих параметров предлагается приспособление, изображенное на рис. 22. Гильзу устанавливают на оправку с гидропластическим зажимом, описание которой приведено выше. Оправка обеспечивает точность центрирования по отверстию 0,01 мм. После этого оправку с установленной гильзой ставят в центре приспособления. Приспособление представляет
собой чугунную жесткую плиту 2, на которой смонтированы две центровые бабки 3 и 5, корпус с салазками 4, несущими на себе три индикатора.
Усилие пружины, приложенное к рукоятке 1 для зажима оправки, — 6—7 кГ. Перед установкой оправки с контролируемой гильзой необходимо отвести салазки с индикаторами рукояткой 7. Рукоятка имеет фиксатор, останавливающий салазки
при перемещении их на 15 мм. Правильное положение гильзы относительно индикаторов обеспечивается перемещением левого центра с последующей его фиксацией.
В процессе контроля оправку с гильзой постепенно поворачивают на 360°. Для поворота оправки предусмотрен диск 6 с накаткой. Отклонение от концентричности и от перпендикулярности торцов определяют по величине отклонений стрелок инди-
каторов. По окончании контроля салазки с индикаторами отводят в крайнее заднее положение и оправку с гильзой снимают с приспособления.

Рис. 22. Приспособление для контроля точности обработки гильз цилиндров

Решил немного подробнее рассказать как можно получить почти 3 литра объема в моторе. Может кому будет полезно. Для того что бы получить объем мотора 2,9л из 2,45л нужно расточить блок и поставить гильзы на 100мм, вместо родных 92мм.
Сразу сделаю оговорку. Если нет халявы на такую доработку, а именно токарные работы, и расточка блока. То делать такую доработку не имеет смысла в виду дороговизны расточки как минимум блока. Ну тут как договоритесь. Если делать все по прайсу и из новых з/ч, то такая капиталочка с подобной доработкой легко встанет в 50 000 т.р.
Если Вы все же решитесь на такую доработку, то в первую очередь нужно договорится о расточке блока под увеличенные гильзы, и быть уверенным на 100% что ее сделают, иначе закупленные з/ч просто останутся лежать мертвым грузом. За такую работу браться просто не хотят, либо не могут. А практически такую расточку блока можно сделать в любой нормальной конторе по расточке гильз и блоков. Но цена будет очень не гуманная. Так что еще раз говорю — делайте через знакомых, либо не делайте.
Теперь ближе к сути.
Сделал чертеж гильзы, которая должна получится на выходе из гильзы от зилка.

А вот что должно получится
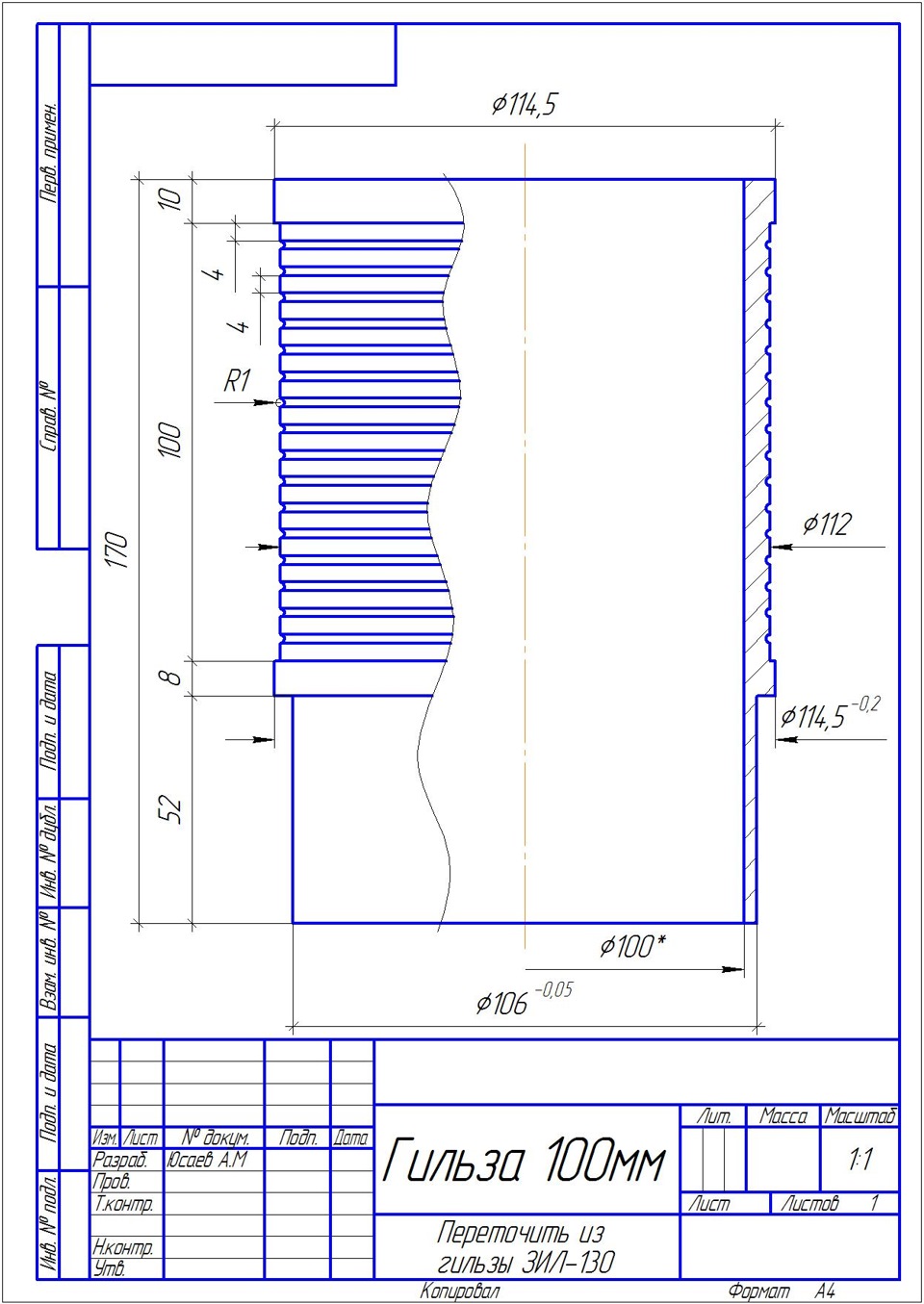
Пояснения к чертежу
За базу для расточки нужно брать верхнюю часть блока — разъем с ГБЦ. Центра для гильз брать по старым посадочным местам. Точить именно от плоскости разъема с ГБЦ, так как родные посадочные места в 50%, если не больше, завалены "на бок" в сторону свечей. И со стороны коллекторов гильзы из блока торчат сильнее, чем со стороны свечей. Из-за этого у многих бежит охлаждающая жидкость по разъему головки с блоком со стороны коллекторов. Базируясь за плоскость разъема такого быть не должно.
Выточенные гильзы садить на хороший герметик без колец. Поэтому размеры будут следующие.
Высота гильзы между поясками 118мм. Глубину расточки блока нужно делать 117,85. То есть 118 минус 15 соток. А нужно это для того что бы гильзы торчали из блока на 0,15мм. Если будет меньше 0,15мм — гильзы плохо обожмет прокладкой и будет большая вероятность прогара прокладки, Если больше 0,15мм, то прокладка слабо зажмется между головкой и блоком и будет протекать по разъему. Разница в выступании гильз не должна превышать 0,04мм (то есть + — 0,02мм). Лучше что бы разницы вообще не было. Правильность выступания гильз — основная проблема при такой доработке. И нужно очень внимательно к этому относится.
Гильза должна входить в блок свободно. Зазор 0,15-0,2мм.
Внутренний диаметр 100мм, * — в соответствии с размером и группой гильзы Зил-130. Поршня подбираются по группам. Можно посмотреть об этом тут.
На чертеже добавил насечки по кругу радиусом 1мм с шагом 6мм. 16 насечек. Эти насечки увеличивают полезную площадь теплообмена с охлаждающей жидкостью и частично направляют поток к задней части, к 4му цилиндру, проблемному с точки зрения охлаждения. Пусть вас не смущает толщина в 3мм посадочной юбки. У меня с такими гильзами мотор прошел далеко за 150т.км и ничего не лопнуло, не сломалось. Хотя мотор откручивался не раз за пределы 6000т.об.


Ходит масса слухов про 402е моторы без верхней фиксации гильз. Говорят что гильзы на высоких оборотах расшатывает из за массивной ШПГ и прогорает прокладка со всеми вытекающими. А на 100мм ШПГ и подавно. Пусть эти сказки дальше рассказывают сказочники. При правильной сборке прямыми руками ничего не расшатывает и не прогорает. О важном моменте (выступание гильз) написано выше.
Так же можно сделать такую доработку используя заводские гильзы ЗМЗ 410.
По ее размерам ничего не скажу. Принесете расточникам, они все по ней сделают. Главное соблюсти правило выступания гильз. И ставить без медных колец, просто на герметик.
Стандартная гильза 92мм и ЗМЗ 410 100мм справа.

Теперь о поршневой.
Описавал немного конструкцию поршней на 100мм тут
Есть 2 варианта. Если покупаете гильзы 410, то можно взять и поршня 410, то есть полностью подобранную группу комплектом. К таким поршням подойдут родные 24-402 шатуны.
Либо покупаем поршни УМЗ 4216.

К ним уже нужны шатуны УМЗ 421.
Номер по каталогу 421.1004045

Они длиннее 24-402 на 7,5мм.
421е поршни немного легче 410, но чуть тяжелее 402, грамм на 25 всего то лишь.
с ШПГ 421 изменяется соотношение R/S. (Длинна шатуна/Ход коленчатого вала).
Для ЗМЗ 24, 402, 410 R/S = 168/92 = 1.826
Для УМЗ 421 R/S = 175,5/92 = 1,908
Конфигурация ШПГ на базе УМЗ 421 лучше. Вот немного что дает такой конфиг.
Эффект увеличения R/S:
"+" Поршень дольше находиться в ВМТ, что обеспечивает лучшее горение топливной смеси, т.е. более полное сгорание топливной смеси, более высокое давление на поршень после прохождения ВМТ, более высокая температура в камере сгорания. В результате хороший момент на средних и высоких оборотах. Длинный шатун уменьшает трение пары «поршень-цилиндр», а это особенно важно при рабочем ходе поршня.
"-" Небольшое снижение наполнение цилиндров на низких частотах вращения КВ, из-за снижения скорости воздушного потока (из-за уменьшения скорости движения поршня после ВМТ, в момент открытия впускного клапана). В данном случае с лихвой перебивается возросшим объемом практически до 3литров. Увеличивается вероятность появления детонации из-за высокой температуры в камере сгорания и длительного времени нахождения поршня в ВМТ.
Сделав такую доработку вы получите кучу момента, но со стандартной системой питания мотор будет еще более низовой чем 402. Если хотите взбодрить для работы на высоких оборотах нужно пересматривать систему питания. Да и вообще с таким объемом нужен как минимум более свободный карбюратор К-88, К-89 и выхлоп минимум на 51й трубе полностью до выхода. Дальше уже дело фантазии.
Есть еще вариант как сделать мотор объемом 2,7л без замены гильз, но я бы не рискнул, юбка очень тонкая остаться — 1,75мм. Используются поршни от ЗМЗ 405, либо на заказ (цена примерно от 3000-5000р за 1 поршень). С верхней части блока и гильз нужно снять 5-5,5мм.
Гильза цилиндров ЗИЛ 130 подлежит классу полых стержней. Гильзы цилиндров для двигателей ЗИЛ изготавливают с серого чугуна твердостью НВ 179-229 марки СЧ 18-36. Рабочая поверхность гильзы цилиндра подвергается закалке токами высокой частоты для получения твердости HRC 42-50.
В верхней части гильза цилиндров ЗИЛ 130 имеет специальные вставки из износостойкого чугуна. В нижней части гильзы цилиндров ЗИЛ уплотняются резиновыми колечками. Верхний фланец гильзы цилиндров ЗИЛ прижат головкой цилиндров, а между ними установлена прокладка.
Грузовые автомобили ЗИЛ 130 комплектовались 8 цилиндровым 6 литровым двигателем со степенью сжатия 6,5. Если двигатель ЗИЛ с большим пробегом, скорее всего понадобиться проверить гильзы цилиндров двигателя, после чего провести дефектацию гильз цилиндров. Дефектация гильз цилиндров выполняется сначала наружным осмотром при помощи лупы 6 кратного увеличения и других приспособлений и измерительных устройств. Износ цилиндров можно определить с помощью индикаторного нутромера, с помощью которого измеряют диаметр в двух плоскостях (параллельно и перпендикулярно оси коленчатого вала) и двух поясах.
Допустимые износы цилиндров ЗИЛ 130:
- конусообразность 0.025мм.
- овальность 0,025мм.
- износ цилиндра не более 0,4мм.
Если цилиндры двигателя чрезмерно износились необходимо отдавать в ремонт гильзы цилиндра, на расточку. В случае возникновения трещин на гильзе цилиндра деталь выбраковывается и заменяется на новые гильзы цилиндров. Существуют различные способы восстановления гильз цилиндров.
Увы, комментариев пока нет. Станьте первым!