
Ил. 30.1. Для подгонки шатунов по массе необходимы весы и оснастка для шарнирного закрепления нижней и верхней головки шатуна

Ил. 30.2. Перед началом измерений еще раз проверяют, что все шатуны восстановлены и болты и гайки крепления, которые следовало заменить, — заменены

Ил. 30.3. Процедуру взвешивания начинают с того, что уравновешивают держатель верхней головки шатуна, стоящий на весах, и устанавливают показания весов на ноль

Ил. 30.4. Подбирают по размеру отверстия в нижней головке шатуна соответствующий вкладыш

Ил. 30.5. Надевают шатун с установленным в его отверстии вкладышем на ось шарнирного крепления, а верхнюю головку шатуна устанавливают в держателе, стоящем на весах

Ил. 30.6. Записывают измеренный вес верхней головки шатуна

Ил. 30.7. Устанавливают держатель нижней головки шатуна на весах

Ил. 30.8. Устанавливают показания весов на ноль, чтобы вес держателя автоматически вычитался из результата взвешивания и индикатор показывал чистый вес нижней головки шатуна. Вес держателя называется собственным весом тары

Ил. 30.9. Взвешивают нижнюю головку шатуна

Ил. 30.10. Записывают вес нижних и верхних головок всех шатунов, которые будут устанавливаться в двигателе. Сравнивают полученные результаты и определяют, насколько необходимо уменьшить вес нижней и верхней головки каждого шатуна, чтобы добиться равенства их по массе с самым легким шатуном из этого комплекта

Ил. 30.11. С помощью шлифовального круга снимают часть материала с площадок верхней и нижней головок шатуна до достижения заданного веса

Ил. 30.12. В процессе сошлифовывания металла постоянно перепроверяют вес обрабатываемого шатуна

Данную тему хочу осветить, так как она может быть полезна многим.
При ремонте, доработке шатунно-поршневой группы нужно уделять внимание не только ее развесовке (выравнивание по весу), но и балансировке шатунов.
Почему шатуны нельзя просто выровнять по весу? А все потому, что они совершают сложные движения, вращательно-поступательные. А именно, нижняя головка шатуна (та что крепится к коленчатому валу) вращается и не может быть рассмотрено как простое тело, которое можно развесить на простых весах.
Так для чего нужна балансировка шатунов?
Для того что бы центр масс был у всех шатунов в одной точке, для этого подгоняются по весу верхние головки на всех шатунах и нижние соответственно. Если центр масс будет разный, то силы, действующие на коленовал, на поршень и на цилиндр будут разные. Как следствие вибрации, снижение мощности мотора, так как идет потери из за вибрации и т.д. И самое главное, если использовать такой мотор часто на повышенных оборотах, как вы наверное догадываетесь он попросту долго не прослужит.
Для балансировки шатунов нужно смастерить стенд. Вариантов может быть много.
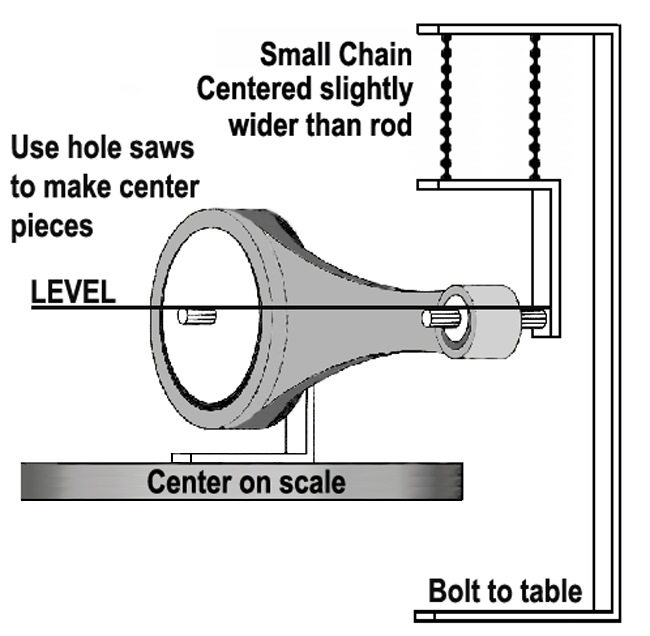
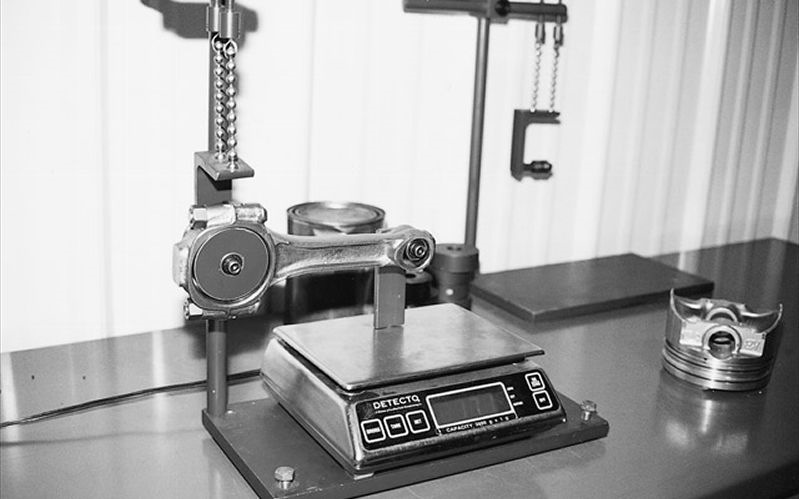

Вариант с подвешиванием на цепочке. Одна головка подвешивается, другая становится на весы через маленький штатив, закрепленный на весах, сами весы тоже должны быть закреплены.
Либо вариант со втулками


Принцип виден на фото.
Прежде чем проводить какие то работы с шатунами нужно проверить их геометрию, возможно за них и браться уже не стоит. Нижние головки может вытянуть, они становятся яйцом. Проверять лучше всего в конторах по ремонту коленвалов.
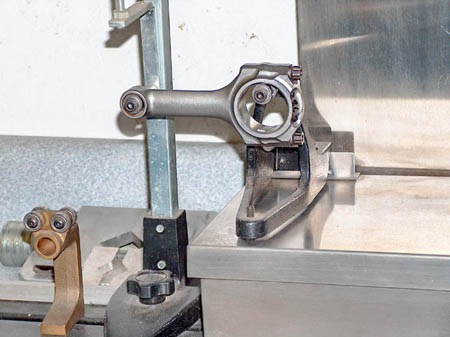
Так же часто бывает, что нижняя крышка не совсем сходится с шатуном, и имеется выступ, хоть и очень маленький. Он может помешать нормально произвести балансировку. Для таких случаев стенд нужен с использованием двух маленьких подшипников или втулок. Пример такого стенда показан на 5 фото. Разъем шатуна не попадает на втулки.
У меня с таким проблем нету, поэтому я сколхозил на скорую руку следующую конструкцию =)))

Штатив для нижней головки жестко закреплен к столу и не подвижен. На ось закреплен подшипник качения. Подшипник нужен очень хороший, свободно вращающийся. иначе показания будут постоянно разные.
Штатив для второй головки приклеил к весам. Весы пришлось купить, свои давно сломались, а взять уже не у кого.
Как видно на первом фото, оси головок должны быть на горизонтальном уровне.
Главный принцип — это постоянство показаний при многократном снятии и установки шатуна на стенд — иначе толку вообще не будет.
Если показания разнятся на одном шатуне, то нужно дорабатывать, исправлять стенд. Добившись стабильности показаний, можно приступать.
Первоначально нужно отыскать самую легкую головку, и под это вес обтачивать остальные.
Процедуру можно облегчить, развесить только верхние головки. Далее можно просто подогнать все шатуны по одному весу, стачивая метал только с нижних головок. Для уверенности, потом можно проверить отдельно и нижние головки. Если все сделано правильно то их вес будет одинаковый.
Ну вот фото самого процесса, а точнее только взвешивание =)
Вылетела втулка из-под впускного клапана, все это на ходу, рассыпалась, осколки повредили и поршень и головку блока цилиндров.
Пришлось становиться на капремонт.
Процесс доставания двигателя и его разборку упускаем, сей процесс многократно описан и несложен. Остановимся пока только на процессе балансировки поршневой группы.
Ранее были установлены поршни группы "В", по люфту в гильзе нижней части юбки на глаз моторист определил, что нужны поршни группы"Д". Купил, моторист не ошибся, действительно встали без натяга, но и без зазора. Подобрали поршни к цилиндрам, понятно, что последние имеют разброс между собой, и закернили номера на поршнях. Овальность на цилиндрах отсутствует, точнее в допуске находится, зеркало отличное для 120тыс.км пробега. Ремонтный размер колец не нужен.
Для начала взвесил поршни. Из одной коробки, должен быть комплект с разбросом в пару грамм, оказалось, что один вообще не проточен по весу и отличается на 14 грамм. Два других от наименьшего по весу отличались на 2грамма. На токарном станке этот избыточный вес был снят без проблем. В допуск 0.5грамма довел уже вручную "гравером" — бормашинкой, фото ее будут немного дальше. Особых фото процесса не делал, там все понятно, стоит лишь взять поршни в руки. Совет тем, кто покупает поршни — делайте это с электронными весами ан 2-3кг с точностью не хуже 0.5грамма, эти весы вам все равно понадобятся позже и их надо иметь. В магазине просто отберите компдект с наименьшим разбросом, может быть получится обойтись без токарных работ, только обычным напильником. Только прилив надо снимать максимально симметрично.
Пальцы тоже взвесил, но у них разброс почти отсутствует. Самый легкий палец и самый легкий вкладыш в конце скомплектовал на самом тяжелом шатуне, это дополнительно уменьшило разброс между шатуном+поршнем.
Балансировку делал в саду, выходные как раз настали. Потратил чистого времени часов шесть-восемь. Считаю, что "всего", поскольку разброс между весом шатунов поражал воображение. Но давайте по порядку.
Вот тот набор инструмента, что достаточен для работ в садугараже.


Это электронные весы на 2кг с точностью 0.5граммов, болгарка, гравер (можно и без него), напильники и установочка для проверки положения центра тяжести. Идея установки — Капитан Смоллетт, Уазбука _http://uazbuka.ru/engine/eng421balance.htm_
"Шатуны ремонтники подгоняли по весу, стачивая прилив на нижней головке. Но шатун потому и назван шатуном, что совершает в двигателе сложные возвратно-поступательно-вращательные движения. Т.е. верхняя его головка движется линейно вверх-вниз в месте с поршнем, а нижняя вращается вместе с шатунной шейкой коленвала. Очевидно, чтобы инерционные силы ШПГ были уравновешены, играет роль не только одинаковая масса шатунов, но и положение центра массы шатуна. Если, подгоняя вес шатуна, удалять метал только в одном месте, например с крышки нижней головки, то центр массы будет смещаться к верхней головке. Грубо говоря, добавляем массу поршню, облегчая шатунную шейку коленвала. Очевидно, что наибольшее значение для балансировки имеет однообразие положения центра массы каждого шатуна вдоль оси симметрии. Теория теперь понятна. А как на практике найти этот самый центр массы? Вырезал два стекла по размеру шатуна, между ними положил спицу. Получилось нечто вроде качелей. Сверху, поперек спицы кладем шатун и, вращая спицу, находим момент "перекидывания качелей". В этом месте и будет находиться центр массы. Помечаем положение шатуна относительно верхнего стекла и спицы. Для этого я использовал маркеры для компакт-дисков. Для ориентировки нарисовал на стекле несколько параллельных спице линий."
Выставляем горизонтально нижнее стекло, на верхнем стекле обводим контур шатуна, край шатуна совпадает с краем стекла, между стеклами находится спица, ее начальное положение отмечается линией маркером для CD (это может быть балансное положение одного из шатунов), на нижнем стекле рисуются линии через равное расстояние, все "качалка" готова:






Первый слой центрования шатунов производим со снятыми задниками. Задники сделаем равными по весу, соответственно они не должны повлиять на развесовку шатунов, просто центр сместится, но одинаково для всех шатунов. Это и проверим вторым слоем центрования шатунов в сборе.


Находим центры всех шатунов, результаты записываем. Например, 1=0, 2=+1.5, 3=-1.0, 4=+2.0. Все измерения производятся в "попугаях", расстояния между линиями не обязательно кратны 5мм, но близки к нему, поскольку толщина линии фломастера около 1мм, а расстояние между линиями должно быть хотя бы втрое больше. В качестве нижнего стекла взял зеркало, чтобы смотреть строго вертикально, тогда линия и ее отражение сливаются в одну линию. Рекомендация по моему опыту здесь: возьмите фломастер и спицу потоньше.
Методика проста. Совмещаем единственную линию на стекле, спицу и среднюю линию на зеркале. Крутим спицу в сторону поднятой стороны "качелей", чтобы эта сторона опустилась. Записываем положение спицы в момент перебрасывания "качелей".





Я сначала подогнал положение центров шатунов в одно положение, не сильно обращая внимание на разные веса шатунов, а уже потом занялся подгонкой весов к единому значению. Центровку повторяем несколько раз, чередуя ее со снятием металла с приливов в соответствии с необходимым направлением сдвига центра тяжести. Металл снимается с части, противоположной направлению сдвига "качелей" для перекидывания. В результате все поршни должны центроваться в одном положении.
Далее начинаем вывешивание колен без задников, при этом металл нужно снимать симметрично относительно центра, постоянно проверяя его положение.

Вот веса по четырем поршням, цифры для всех шатунов разные, разница превышает 20грамм как для колен шатуна, так и их задников.








Металл с приливов снимался болгаркой, а неровности от круга заглаживались ручным напильником. Был бы фрезерный станок, процесс пошел бы быстрее. Результат обточки виден:


Второй и четвертый шатун ободраны довольно сильно, задники же наоборот, первый и третий. Более глубокую обработку реально делать только на фрезерном станке. Опять же, если бы изначально шатуны были выбраны с разбросом в пределах 5-10грамм, то вполне достаточно было бы косметической обработки. И эта работа заняла бы часа два-три.
Результат балансировки: разброс по весу меньше 1грамма, центров — около 1-2мм.
При подборе шатунных вкладышей и пальцев поршней более тяжелый шатун скомплектовал более легкими комплектами. Хотя разброс по весу там почти интуитивный, менее 0.5грамм, но тем не менее.
Завтра повезу на балансировку коленвал в сборе со сцеплением.
В Екатеринбурге почти единственное место, где можно выполнить балансировку — Авторемонтный завод. Попал на него в тот момент, когда он перезжает на другую территорию в пригород, соответственно времени на операцию потратил немного больше, чем в нормальных условиях. Оборудование довольно старое, но в компании с нормальными мастерами способно делать многое. Наверное хуже вариант современного оборудования при полном отсутствии квалифицированного персонала.
Для начала инструкция на стене, она видимо висит в таком виде со времен Волги-21:




Индикатор показывает избыток массы в граммах, справа через окошко при вспышке стробоскопа виден угол, где нужно засверлиться на маховике. Станок крутит либо на 3000, либо на 15000. Коленвал лежит на рамках с роликами, внизу рамок — датчики разбаланса. Саму рамку можно тестировать пальцем в процессе кручения, разбалансировка чувствуется.
Процедура балансировки проста. Крутим, измеряем угол и массу избытка, останавливаем, сверлим, снова крутим. Совсем, как балансировка колес, только масса изымается, а не добавляется. Видео прокрутки, видна вибрация рамки:
видео пока не загружено.
Вот проведено первое измерение, трясет очень прилично, для начала попытаемся уменьшить дисбаланс поворотом корзины сцепления, у нее три возможных положения.
Кстати, на самой корзине нет следов балансировки, там есть приливы, которые можно бы сточить, и окна, через которые можно было бы засверливаться во внутренней чугунине. Это к вопросу о том, делает ли производитель балансировку сцепления на выходе.
Поворот дал положительный результат, дисбаланс уменьшился. На индикаторе показания до и после.



Дальше сверлим дважды. Место сверловки выставляем по барабану-транспортиру.





В результате одного поворота корзины и двух сверлений все отбалансировано. Палец, прижатый к рамке в процессе кручения ничего не чувствует, в окне стробоскопа цифры хаотично меняются, т.е. датчик зацепиться ни за что не может. Процесс окончен. Для проверки вручную прокручиваем за маховик, он очень мягко тормозится и останавливается в разных местах, при этом попытки "отыграть" в обратную сторону нет.

Наверное, выставив так на ножах коленвал в домашних условиях, можно отбалансировать путем многократных кручений, но сложновато или надо иметь совсем музыкальные пальцы, чтобы чувствовать с такой точностью.
Увы, комментариев пока нет. Станьте первым!