Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.

Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.

Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии. При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня.
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Нормативное усилие не должно превышать 60 Н/м, при повышенном сопротивлении вращению необходимо найти причину неисправности.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.

Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.

Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
ЗАТЯЖКА БОЛТОВ КРЕПЛЕНИЯ ГОЛОВКИ ЦИЛИНДРОВ, РЕГУЛИРОВКА ТЕПЛОВЫХ ЗАЗОРОВ
После установки цилиндропоршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера. Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30 — 50г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой. Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два-три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
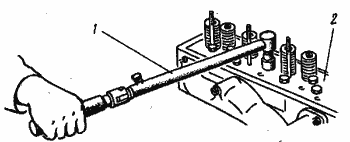
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров:
1 — динамометрический ключ; 2 — головка цилиндров.
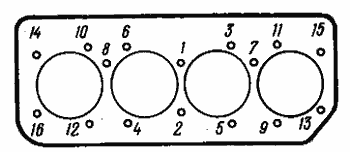
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров.
Тепловые зазоры регулируют (рис. 2.1.47) в соответствии с порядком работы цилиндров 1-3-4-2.
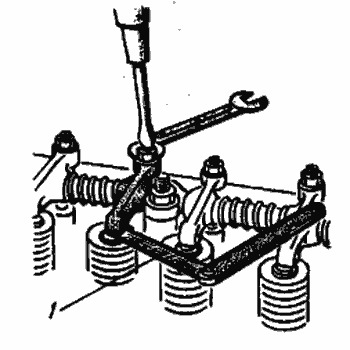
Рис. 2.1.47. Регулировка теплового зазора в клапанном механизме:
1 — пластинчатый щуп.
Тепловой зазор в холодном состоянии дизеля должен быть 0,25 — 0,30 мм.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при оборке дизеля Д-240.
УПЛОТНЕНИЯ КОЛЕНЧАТОГО ВАЛА
Чтобы заменить манжету заднего уплотнения коленчатого вала, предварительно снимают муфту сцепления и маховик (рис. 2.1.48, 2.1.49).
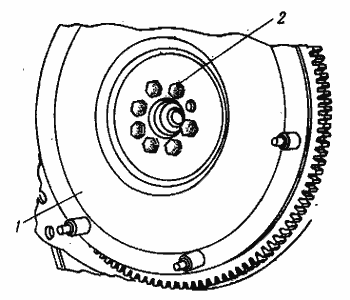
Рис. 2.1.48. Отворачивание болтов крепления маховика:
1 — маховик; 2 — болт.
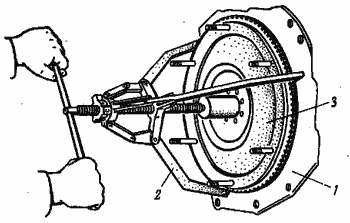
Рис. 2.1.49. Спрессовка маховика:
1 — задний лист; 2 — трехлапчатый съемник; 3 — маховик.
После снятия корпуса уплотнения коленчатого вала со стороны заднего листа (рис. 2.1.50) ступенчатой оправкой выпрессовывают манжету.
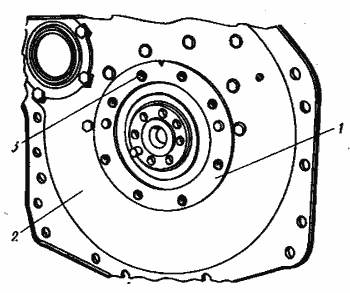
Рис. 2.1.50. Снятие корпуса уплотнения коленчатого вала:
1 — корпус уплотнения; 2 — задний лист дизеля; 3 — болт.
При замене манжеты переднего уплотнения коленчатого вала снимают переднюю крышку дизеля (рис. 2.1.51).
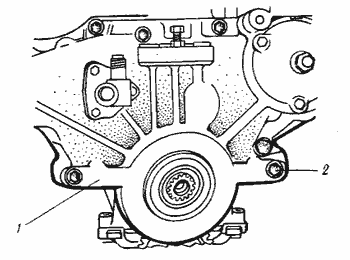
Рис. 2.1.51. Снятие передней крышки дизеля:
1 — передняя крышка; 2 — болт.
Зил самосвал

Регулировка клапанов двигателя МТЗ-82

Затяжка болтов ГБЦ двигателя Д-240
Затяжку болтов ГБЦ следует проверять, через 40 т км пробега и в тех случаях после установки ГБЦ ремонтов двигателя, и через пару дней работы, для усадки прокладки ГБЦ. Если этого не сделать, то возможно прогорание прокладки ГБЦ, и еще течь охлаждающей жидкости в поддон двигателя.
Затяжку болтов делаем на прогретом двигателе, примерно 60 градусов в следующем порядке.
 Затяжка болтов ГБЦ
Затяжка болтов ГБЦ
- Откручиваем верхнюю крышку клапанов.
- Откручиваем ось коромысел (не забудьте про масленый подвод).
- Проверьте затяжку всех болтов головки блока динамометрическим ключом в определенной последовательности, как показано на рисунке. Момент затяжки ключом 220-10Нм. После протяжки болтов ГБЦ установите на место ось коромысел, протяните стойки. Далее произведите регулировку зазоров клапанов.
 Динамометрический ключ
Динамометрический ключ
Регулировку клапанов вы можете произвести самостоятельно. Необходимо регулировать клапана на двигателе в некоторых случаях. Это делается после каждого снятия ГБЦ-головки блока цилиндров, после 480 мото часов работы двигателя, после протяжки ГБЦ, при стуке клапанов, после обкатки нового двигателя, и своевременном ТО двигателя.
Регулировку клапанов двигателя МТЗ необходимо делать на прогретом двигателе градусов 60-40. Перед регулировкой обязательно протяните крепление стоек вала коромысел. От правильной регулировке клапанов зависит работа вашего двигателя, его долговечность, а также расход топлива.
Регулировка
Регулировку клапанов будем делать по моему упрощенному способу, с помощью ТНВД. Для регулировки нам потребуется инструмент, такой как ключ на 32 крутить коленвал, ключ на 14 для затяжки контргайки коромысла, отвертка, щуп, ключ на 19.
Снимаем верхнюю крышку клапанов, откручиваем трубки высокого давления на ТНВД. Ключом на 32 крутим колен вал за болт шкива и сверху ТНВД смотрим где у нас выступит солярка, значит там и ВМТ этого цилиндра. Далее дело техники, ослабляем контр гайку на 14 ключом, устанавливаем щуп и производим регулировку отверткой. Щуп должен ходить с закусыванием плотно, между клапаном и коромыслом. Зазоры идут такие; 0,25 впускной, 0,30 впускной. Порядок работы цилиндров 1,3,4,2. Таким способом регулируем по очереди все цилиндр двигателя.
СМОТРИТЕ ВИДЕО
Увы, комментариев пока нет. Станьте первым!